
Here’s a picture of my setup for how I’m able to (relatively) quickly bang out some bars for the soccer guard.
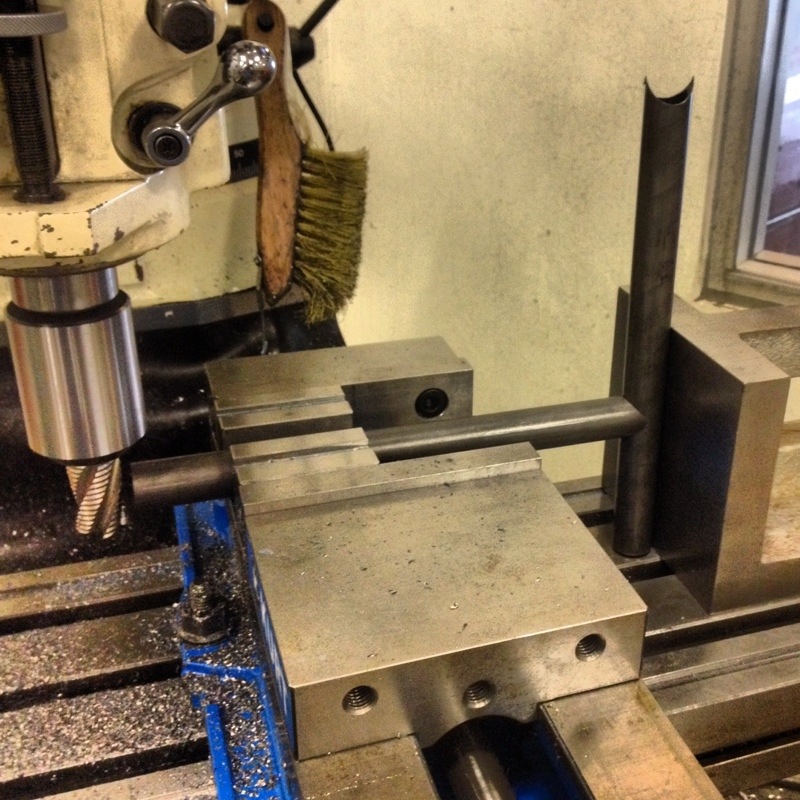
When I set up the mill like this and use the vertical tube to orient and locate the horizontal tube, I just need to drive the X axis to the predetermined spot while squirting a little coolant, and all of the tubes I make are the same within a few hundredths of an inch. It’s not an accurate way to do it from setup to setup, but it’s good enough for what I need, and it gets the gaps tight enough for easy TIG welding.
It could be better, but with the tools I have at Techshop and the size of batches I do, this is working well enough for me right now.
Looks like a good solution. The guy at the Asylum that does the bike frame building class has a bunch of cheapo HF-class mini-lathes that he has set up with custom jigs and cutters, but that seems overkill for what you are doing… However his concept of making a fixed position jig that you clamp the tube into once, and then use to make all the cuts seems like it might be worth while if you ever scale up.
Absolutely! I think that what will be even more useful would be a jig to hold everything square and spaced properly while doing the tack welding. I am about to do a large-ish batch of the rear guards, and if they weren’t significantly simpler than the front guards, then I think I’d make such a jig.
At Techshop we have some precision (they started as precision before people started screwing them up…) fixturing tables in the welding area that I can insert pins on the grid to construct right angles and clamp things into place. That will work well enough this time around.